
Термоусадочная изоляционная трубка

Приложение
1. Используется для среднего напряжения до 36 кВ.
2.Защита от влаги и давления
3. Подходит для заделки кабеля и защиты изоляции промежуточного соединения.
Особенность
1. Горячий плавящийся клей обеспечивает лучшую водонепроницаемость.
2. Тип покрытия: пленочное покрытие
3. Отличная коррозионная стойкость
4. Устойчивость к ультрафиолетовому излучению и устойчивость к атмосферным воздействиям.
5. Без галогенов
6. Превосходные электрические и механические свойства.
7. Коэффициент усадки 3:1
8.Средняя стена
Особенность
1. Предпочтительная функция электроприбора
2. Надежная изоляция
3. Превосходное герметичное уплотнение
4. Отличная защита от жары/холода, водонепроницаемость, защита от старения,
5. Широко используется в области электроэнергетики, электроники, нефти, химического машиностроения, строительства и связи.
При производстве термоусадочных трубок необходимо сначала выбрать подходящую маточную смесь, а затем выбрать вспомогательные материалы для производства конкретных
Тепловой корпус корпуса.
1. Процесс производства термоусадочных трубок - это, прежде всего, производство маточной смеси полиеновой пиявки: сочетание различных базовых материалов полиеновой пиявки с различными функциональными вспомогательными материалами.
Материалы взвешиваются в соответствии с формульным соотношением, а затем смешиваются: смешанные материалы помещаются в двухшнековый экструдер и гранулируются для получения маточной смеси с полиеновой пиявочной функцией.
2. Процесс формования изделия: в зависимости от формы изделия можно использовать два метода одношнековой экструзии и литья под давлением.
Для переработки и производства:
1. Тип одношнековой экструзии: в основном используется для экструзионного формования теплоотводящих труб, таких как одностенные термоусадочные трубки, двустенные термоусадочные трубки с клеем и средней толщины.
Настенные теплоотводящие трубы, теплоотводящие трубы для шин высокого давления, термоусадочные трубы для высоких температур и другие продукты обрабатываются и формируются методом одношнековой экструзии.
Линия по производству термоусадочных трубок должна иметь следующее оборудование: экструдер (формование теплоотводящей трубки), производственную форму, резервуар для охлаждающей воды, натяжное устройство и
Дисковое устройство и т.п.
2. Литье под давлением: в основном используется для производства термоусадочных деталей специальной формы, таких как крышки радиаторов, термоусадочные юбки для зонтов, термоусадочные накладки для пальцев и другие изделия.
Все они используют литье под давлением, а производственное оборудование должно включать термопластавтоматы и литьевые формы.
3. Следующим важным шагом является радиационная сшивка.Продукты, полученные экструзией или литьем под давлением, по-прежнему представляют собой линейные молекулярные структуры.
Структура продукта еще не имеет «функции памяти», а характеристик термостойкости, устойчивости к старению и износостойкости недостаточно.
Изменить молекулярную структуру продукта.Метод, который мы обычно используем, - это модификация радиационной сшивки: радиационная сшивка электронного ускорителя, излучение источника кобальта.
Сшивка, пероксидная химическая сшивка, в это время молекула переходит от линейной молекулярной структуры к сетчатой структуре.Экструдированные изделия проходят
После сшивания он обладает «эффектом памяти», что значительно повышает термостойкость, механические и химические свойства термоусадочной трубки.Конкретная таблица
Теперь трубка радиатора изменилась из состояния допуска в состояние несовместимости, устойчивости к старению, стойкости к истиранию и стойкости к химической коррозии.
4. Формование с расширением: продукт, модифицированный радиационным сшиванием, уже обладает «эффектом памяти формы» и имеет высокую
Не плавящиеся характеристики при температуре.После нагрева при высокой температуре, вакуумной продувки и охлаждения она становится готовой термоусадочной трубкой, а затем в соответствии с трубкой.
Фактическую ситуацию упаковки и закрытия готовой продукции также можно вырезать и распечатать в соответствии с потребностями клиента.Также доступна нейтральная нормальная упаковка.
Производительность
| Тест | Метод испытания | Требование |
| Рабочая Температура | УЛ 224 | от -50 до +125 ℃ |
| Предел прочности | АСТМ Д 2671 | ≥14 МПа |
| Относительное удлинение при разрыве | АСТМ Д 2671 | >400% |
| Удлинение при разрыве после теплового старения | ASTM D 2671 158℃/168 часов | ≥300% |
| Продольная усадка | УЛ 224 | 0±5% |
| Частичная стоимость стены | АСТМ Д 2671 | <30% |
| Огнестойкость | Фольксваген-1 | Проходить |
| Объемное сопротивление | МЭК 93 | >1014Ом·м |
| Стабильность меди | UL224 | Проходить |
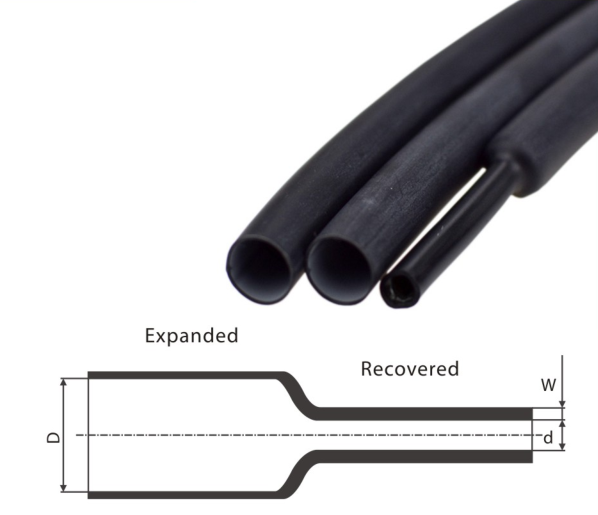
| Тип | Диапазон диаметров применения (мм) | Расширенный (мм) | Восстановлено (мм) | |
| Д(мин) | д(макс) | Вт (мин) | ||
| РСГ-15/5 | 4,5-8 | 15 | 5 | 1,5 |
| РСГ-20/8 | 6,5-14 | 20 | 8 | 1,8 |
| РСГ-28/10 | 12-18 | 28 | 10 | 1,8 |
| РСГ-35/14 | 17-27 | 35 | 14 | 2 |
| ВРСГ10-28/10 | 6,5-14 | 28 | 10 | 2.2 |
| ВРСГ10-34/14 | 17-27 | 34 | 14 | 2.3 |
| ВРСГ10-40/18 | 17-30 | 40 | 18 | 2,5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2,5 |
| ВРСГ35-50/20 | 17-35 | 50 | 20 | 3 |
| ВРСГ35-60/22 | 21-45 | 60 | 22 | 3 |
| ВРСГ35-70/25 | 24-52 | 70 | 25 | 3 |





